| 说明:
大部分摆锤冲击样条都是通过注塑成型,或模压成型以及挤出成型后裁切得到。成型方式的不同会导致样品在 模压成型的材料几乎是各向同性的,内应力较小;注塑成型一般会在流动方向上取向,也可通过控制注射速度、模温、保压压力等参数,结合模具设计,控制结晶度与内应力;挤出成型的样品在通过模具后往往会采用骤冷的方式,因此取向很明显,但结晶度较差。 通常注射温度过高会导致应力松弛,解取向增加,而注射温度过低会影响流动,产生熔接痕;注射速度过低则流动取向降低,过高会导致剪切加强,引起熔体破裂甚至样品烧伤等不适的情况;保压压力过高会产生飞边,过低会导致样品无法充满;保压时间太短,样品会产生变形,保压时间过长,样品内部甚至会产生负压;模温过低,样品冷却过快,内应力过大,模温太高,解取向增大。 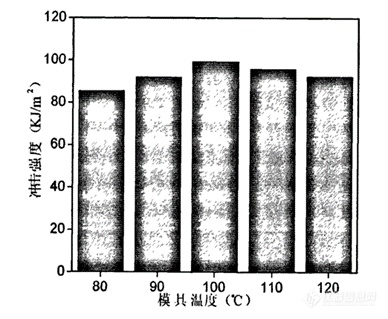
在 Instron 的测试经验中曾遇到某种HDPE,注塑成型试样的冲击强度是模压成型试样的冲击强度相差4倍,主要原因是注塑过程能很好地在流动方向上产生冻结取向,断裂时需要破坏的主价键比例大大增加。模压成型的试样没有取向,也没有控制好冷却过程,样品结晶度更高,断裂时需要破坏的主价键比例降低。 
考虑获得尺寸标准且稳定的缺口,另一方面要减少摩擦生热。稳定的缺口通常需要分多次精细切割,并且需要较低的给进速度。现代线切割方式的机器大都采用刀尖接触试样,并且一些高端机器退刀过程刀片和样品无摩擦,因此发热量大大减少。旋转切割由于较慢的给进速度,摩擦生热往往比线切割更严重,因此更需要很好的降温措施,才能获得更好的缺口。 全自动缺口制样机采用线性切割,最大限度减少切割发热量。通过精确的单次切割量控制、准确的切割速度控制、定制刀片冷却系统以及独特的退刀方式,配合双缺口加载器和哑铃形试样的切边等装置,在保证缺口的高度准确情况下让样品制备既节省时间又节省人力,为您的冲击试验保驾护航。
im电竞
|


 注塑成型设备
注塑成型设备

